English
English Italiano
Italiano Deutsch
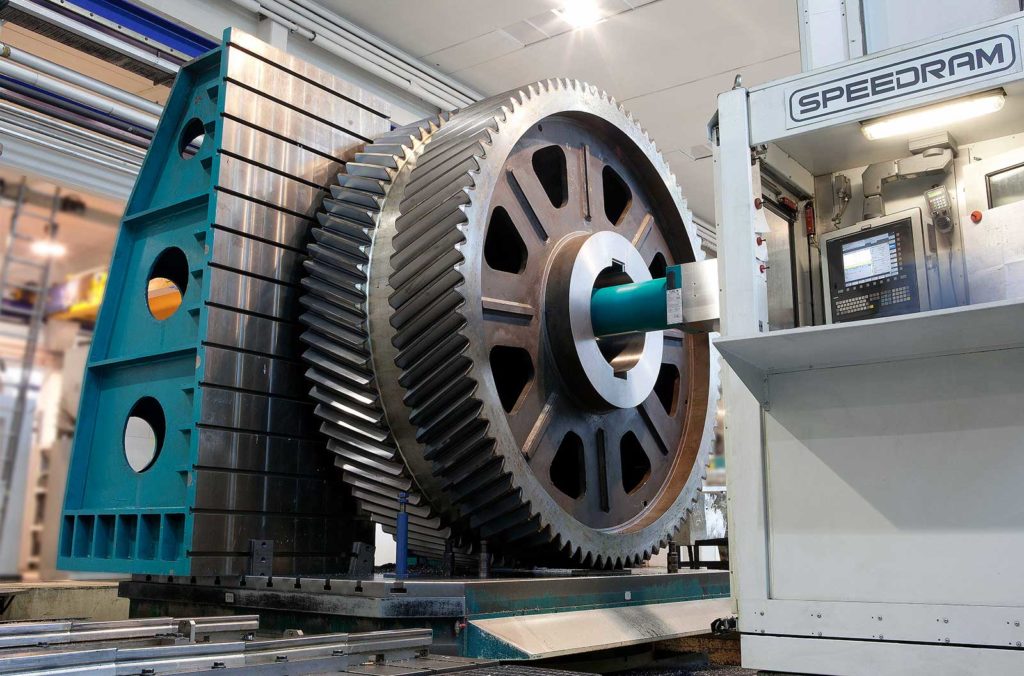
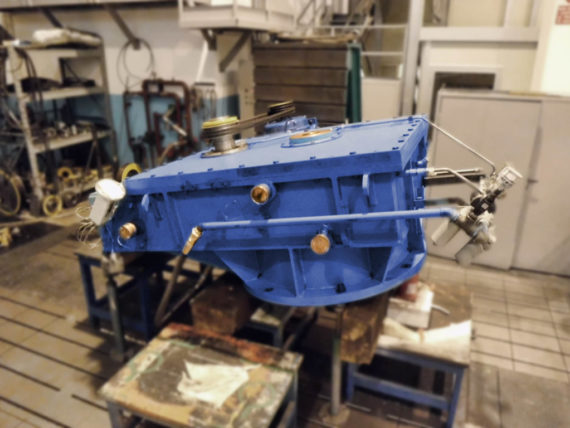
DeutschGalbiati Group has recently manufactured a large gear wheel with relative carburized pinion, intended to be positioned inside a twin drive gearbox, for R1-F1 rolling mill control.
Initially, on the gear wheel, welding operations (WPS) were carried out on high-strength steels, respecting the temperature parameters of the aforesaid materials.
The welds were finally certified thanks to the execution of magnetic testing, ultrasonic testing and die penetrant inspection.
Since the gear wheel is made of electro-welded material, made of high-strength steel, at the end of the welding, thermal stress relieving treatments have been carried out to avoid possible materials deformation.
The wheel gears are made with a protuberance hob, then ground and hardened on the surface with a correct profile. Gear quality equal to 6 DIN-3962.
The gear wheel was at last clamped on a slow shaft (diameter 800 mm, length 3.500 mm), always made at the Galbiati Group workshops.
The gear wheel details are indicated below.
Gear wheel size:
- Outer diameter: 3,500 mm
- Chevron bi-helical module: 36
- Weight: 40,000 Kg.
Both for the gear wheel and for the pinion, the constructive difficulties are substantially due to the large dimensions of the materials; therefore, it was necessary to perform heat treatments, followed by the surface hardening operation, in order to decrease carburized deformations, obtaining stable and not pretensioned material.
The pinion gear has been constructed with a protuberance hob, tested by final grinding on the profile and on the propeller. (TIP RELIEF-END RELIEF).
The gears, both for pinion and for the gear wheel, were finally checked and certified, with quality obtained <4.
The details of a carburized pinion are indicated below.
Pinion dimensions:
- Gear diameter: 1,150 mm
- Band: 1,350 mm
- Weight: 4,500 mm
- Chevron bi-helical module: 36
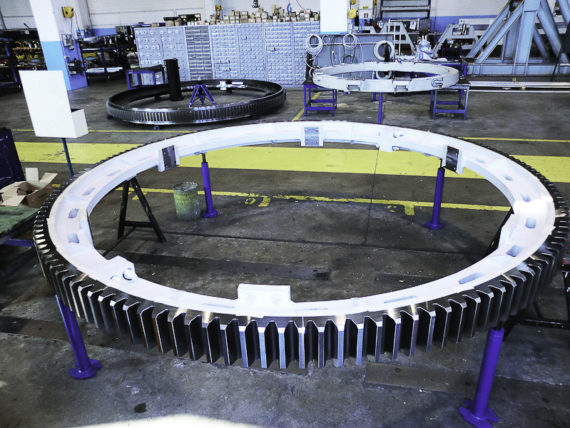
Some steps of the gear wheel machining are shown below.