English
English Italiano
Italiano Deutsch
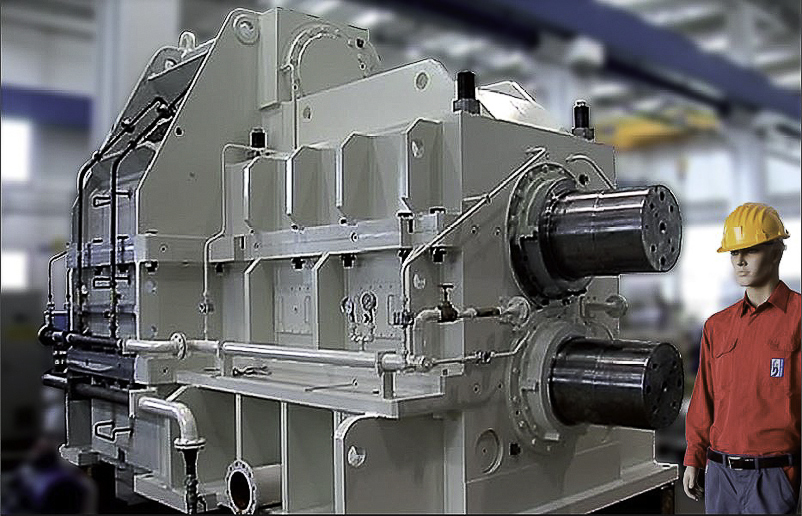
DeutschGalbiati Group design and manufactured a complete integrated pinion stand mill drive for special alloys milling (silica, tungsten, vanadium, etc.) for an Austrian customer. The plant consists of a reversible mill stand driven by an integrated pinion stand mill drive, equipped with two pinions meshing together on a center distance just less than 1 m, running at 50 rpm. The input shaft is connected by a toothed coupling to two motors in series, with a total power of 2.400 kW at 195 rpm. This provides a transmissible torque of approximately 460.000 Nm with a suitable service factor, or a nominal torque that greatly exceeds 1.000.000 Nm.
The basic engineering and the detailed design, such as the nominal torque and minimal center distance between pinions (960 mm) as consequence of the maximum inclination of the spindles between the gear drive and the mill stand rolls, were technical challenges resolved positively thanks to many years experience in high-power mechanical transmission design, modern instruments for structural analysis and, above all, thanks to FEM (Finite Element Method) analysis.
The mill drive consists of reducer high speed pinion – gears set and a double helical carburized and ground output pinion set. The low speed gear wheel, about 2.600 mm approx. diameter, was built using two toothed wheels fitted to the intermediate pinion, each with single helical wheel slightly less than 600 mm facewidth . The intermediate pinion is unique as it reaches a total length of slightly more than 5 meters, with different diameters in the various sections, with a maximum diameter of about 1.000 mm. Manufacturing of the intermediate pinion, requires all of our most modern technology and largest equipment. We even needed to modify the only existing largest carburizing furnace in Italy in order to house, restrain and support such a long part.
Furthermore, due to the high length/diameter ratio, and therefore the consequent bending due to the radial loads, a third hyper-static shaft support was required. This caused the need for very high precision machining of the 2+1 holes to allow the three bearings centers to be on same line.
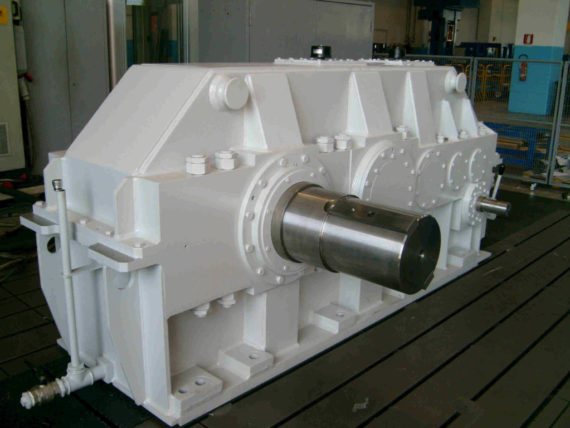
Once again Galbiati Group solved the problem by machining the entire housing on its high precision CNC boring machine, equipped with a rotating table for loads up to 120 ton. The result is an integrated pinion stand mill drive with an overall weight of more than 170 ton: electrowelded, high rigidity, steel housing; carburized and high-quality ground gears and pinions; radial and thrust bearings, primary brands; forced feed lubrication system piping and fittings mounted on drive.
At the end of July 2008 the drive was successfully tested at Galbiati Group workshop in the presence of the customer and the end-user, both of who were fully satisfied. Equipment like the drive described above has made Galbiati Group the benchmark supplier on the European and World markets for the design and manufacture of cutting-edge metallurgical and mechanical engineering products. In a stagnant period for industrial investments, such as we are now experiencing, Galbiati Group pays as much attention as possible to innovation and high-tech production which have become the only solution for global competition.