Deutsch
Deutsch Italiano
Italiano English
EnglishDie Galbiati Group hat für einen österreichischen Auftraggeber eine komplette Anlage mit Kammwalzgetriebe für die Walzbearbeitung von Speziallegierungen (Silizium, Wolfram, Vanadium, usw.) gefertigt. Die Anlage besteht aus einem Reversier-Walzgerüst, das durch ein Kammwalzgetriebe über zwei kämmende Ritzel mit einem Mittenabstand von weniger als 1 Meter und 50 U/min angetrieben wird. Dieses ist seinerseits über eine Zahnkupplung mit zwei in Reihe angeordneten Motoren verbunden, die eine Gesamtleistung von 2.400 kW bei 195 U/min liefern. Das übertragene Drehmoment beträgt also ca. 460.000 Nm bei einem entsprechenden Betriebsfaktor; das Nenndrehmoment liegt folglich weit über 1.000.000 Nm.
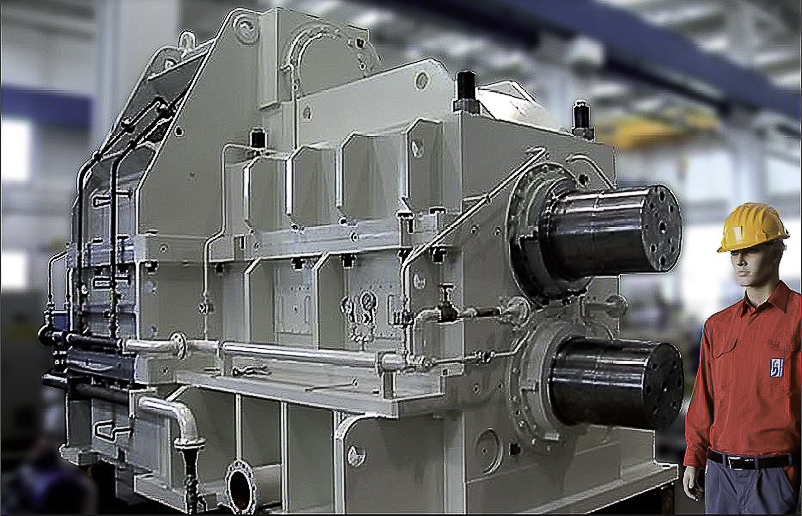
Montage des Kammwalzgetriebes zum Walzen von Speziallegierungen. Das Basic-Engineering und das Detail-Engineering des Nenndrehmoments und reduzierten Mittenabstands der Ritzel (960 mm), der sich aus der maximalen Neigung der Verbindungswellen zwischen Kammwalzgetriebe und Walzgerüst ergab, waren echte technische Herausforderungen. Sie konnten nur dank der langjährigen Erfahrung im Bau von Großgetrieben, modernen Methoden der Konstruktionsprüfung und vor allem der Optimierung mit der Finite-Elemente-Methode (FEM) bewältigt werden.
Das Kammwalzgetriebe besteht aus Untersetzungs-Stirnrädern und pfeilverzahnten Ritzeln, die das Drehmoment abtriebsseitig verzweigen. Alle Bauteile sind aus einsatzgehärtetem, vergütetem und feingeschliffenem Stahl. Für das pfeilverzahnte Abtriebsritzel mit ca. 2.600 mm Durchmesser wurden zwei Zahnkränze auf die Zwischenwelle aufgeschrumpft. Die Zahnbreite der Schrägverzahnungen beträgt jeweils knapp über 600 mm. Diese Zwischenwelle ist ein Unikat, ihre Gesamtlänge beträgt über 5 Meter und die einzelnen Abschnitte erreichen Durchmesser bis ca. 1.000 mm. Für die Herstellung der Ritzelwelle wurden sämtliche verfügbaren technologischen Ressourcen und Anlagen eingesetzt und sogar eine Konstruktionsänderung des einzigen in Italien existierenden Einsatzhärteofens vorgenommen, um ein derart langes Bauteil plus Abstützungen darin unterzubringen. Außerdem war wegen des beachtlichen Längen/Durchmesser-Verhältnisses und einer entsprechenden Durchbiegung durch Radialkräfte bei der Übertragung der hohen Drehmomente eine dritte, statisch überbestimmte Lagerung der Welle erforderlich. Daraus folgte, dass bei der mechanischen Bearbeitung der 2 + 1 Aufnahmebohrungen der Wälzlager dieser Zwischenwelle sehr enge Koaxialitätstoleranzen eingehalten werden mussten.
Auch dieses Problem hat die Galbiati Group durch Ausbohren des kompletten Gehäuses des Kammwalzgetriebes auf einer Präzisionsbohrmaschine gelöst, deren Drehtisch Bauteile bis 120 Tonnen aufnehmen kann. Das Ergebnis ist ein Kammwalzgetriebe von über 170 Tonnen Gesamtgewicht mit folgenden Merkmalen: Stabiles Gehäuse in Stahlschweißkonstruktion, Zahnräder aus einsatzgehärtetem, vergütetem und feingeschliffenem Stahl, Radialkugellager und Drucklager von einem Markenhersteller, Leitungen und Zubehör der Zwangsumlaufschmierung am Getriebe montiert.
Ende Juli 2008 wurde das Getriebe erfolgreich im Werk der Galbiati Group endgeprüft, zur vollsten Zufriedenheit des anwesenden Auftraggebers und des Endkunden. Mit erfolgreichen Sonderanfertigungen wie dieser hat sich die Galbiati Group in Europa als zuverlässiger Partner für das Entwerfen und den Bau von Sondermaschinen etabliert, wenn es darum geht, die aktuellen Umform- und Bearbeitungstechniken bis zur Leistungsgrenze auszunutzen. In Zeiten verhaltener Investitionsbereitschaft in der Industrie, wie wir sie gegenwärtig erleben, sind Innovationen und High-Tech-Maschinen der einzige Weg, um im globalen Wettbewerb erfolgreich zu bleiben.