Deutsch
Deutsch Italiano
Italiano English
EnglishDie Galbiati Group arbeitet mit führenden Unternehmen für die Lieferung von Bauteilen im Bereich der Pumpstationen für die Öl-, Gas-, Luft- und Wasserindustrie.
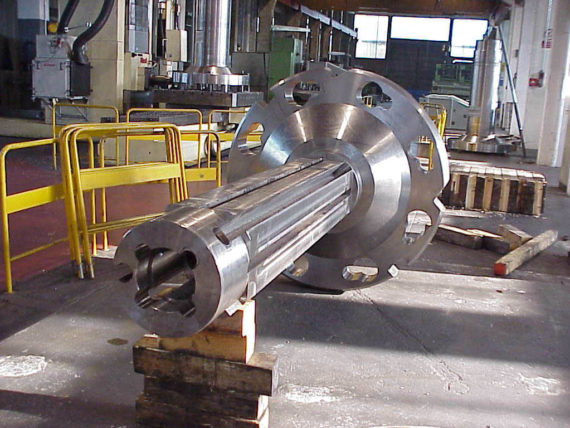
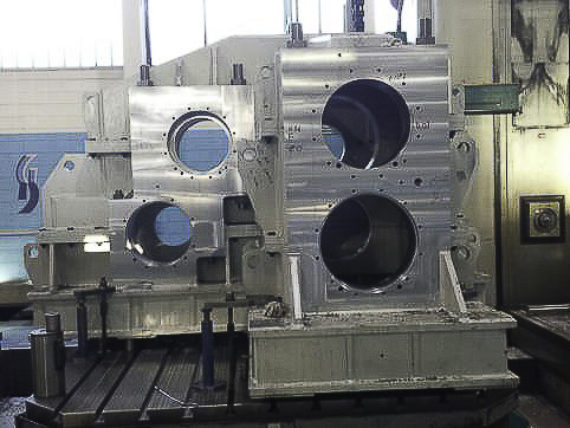
In Bezug auf den Bau von Pumpengehäusen hat der Geschäftsbereich Mechanische Bearbeitungen der Galbiati Group kürzlich die Komplettbearbeitung einer für die Ölindustrie bestimmte Tauchpumpe ausgeführt, bestehend aus Motor- und Pumpengehäuse.
Die Bearbeitung der Pumpe erfolgte ausgehend von Fusionen aus hochfestem Stahl, zuvor mit angemessenen Übermaßen geschruppt.
Im Folgenden die detaillierte Bearbeitungsweise des Motorgehäuses.
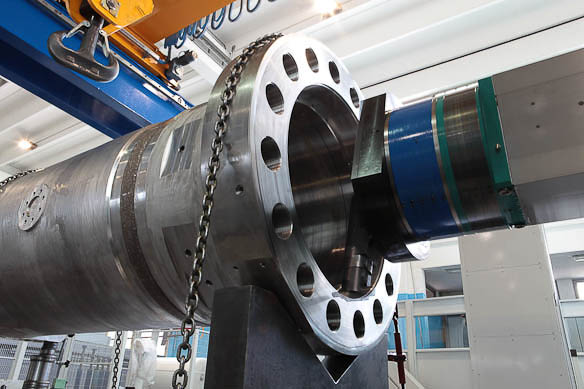
Das Pumpengehäuse wurde anschließend vollständig auf einer 7-achsig gesteuerten Fräsmaschine mit Drehtisch mit einer Tragfähigkeit von 65 Tonnen und einem d’ Andrea gesteuertem Kopf für die Ausführungen der Dreharbeiten bearbeitet.
Der während der Bearbeitungsphase der Pumpe verwendete d ‘Andrea Kopf (U TRONIC) ist ein NC Kopf, welcher bis zu 1.800 mm Durchmesser ausführen kann, für die Bearbeitung von Innen- und Außenflächen und Unterschnitte, zylindrische sowie konische Innen- bzw. Außebohrungen und Gewinde, komplexe Konturen durch Interpolation mit den anderen Maschinenachsen.
Die gesamte Bearbeitung der Komponenten erfolgte im Doppelzyklus, unterbrochen von zwischenzeitlichen Maßprüfungen mit dem Zeiss-Koordinatenmessgerät, zur Feststellung von eventuellen Verformungen, da es sich hierbei um besonders verformbares Material handelt. Die Dimensionalkontrolle, durch ND (PT)-Kontrolle implementiert, wurde von qualifiziertem Personal der Galbiati Group durchgeführt.
Die Endkontrolle, unter Aufsicht des Kunden, wurde unter Verwendung des Zeiss-Koordinatenmessgeräts durchgeführt, um Qualität und Präzision zu gewährleisten. Dies zu vollster Kundenzufriedenheit. Im Folgenden die detaillierte Bearbeitungsweise des Motorgehäuses.